The author is a retired dairy nutrition extension specialist with the University of California-Davis. He can be reached at phrobinson133@gmail.com.

Silages are the most important form of forage in many dairy areas, and most large dairy farms use piles as their primary silage preservation method. However, spoilage and the resultant “shrink” of silage while it is ensiled represents an economic loss to dairy farmers and contributes to degraded air quality. This is because many shrink losses are due to volatilization of acids such as acetic acid and alcohols such as ethanol. These aerosol losses have attracted the attention of various government regulatory agencies, especially air districts in California’s San Joaquin Valley.
The first critical control point to minimize silage spoilage is during pile building. The goal is to limit oxygen entry to the silage mass as much as possible during storage since oxygen supports the growth of aerobic microorganisms. The resulting heat production can lead to silage with degraded nutritional quality and greater amounts of shrink.
Oxygen is the enemy
Many practices have been suggested to mitigate silage spoilage by reducing oxygen in the ensiled mass. These include building piles on a concrete base, applying an inoculant before ensiling, creating a high pack density, rapidly covering the ensiled feed with a thick plastic cover over a thin inner plastic film, sealing the pile periphery with soil or weights, and using “weight lines” along the area of plastic overlap on the pile surface and all around the pile. Many of these practices are commonly used commercially and can result in silage masses that are stable for up to a year or more.
The second critical control point occurs once the silage pile is opened to facilitate feedout. Opening a pile allows ambient air to directly infiltrate the exposed silage face. Worse, opening a silage pile also permits air to move between the pile surface and its plastic cover, often penetrating well back of the exposed surface. This surface air penetration, and the resultant spoilage of surface silage, can move into the pile faster than the exposed face moves back. This is why surface spoilage often gets much worse during the life of silage pile unloading.
Air penetration after the pile has been opened has led to many suggested mitigations, including minimizing the exposed silage face area at feedout, maintaining a smooth silage face, using moveable weight lines along the plastic cut line at the top of the silage face, and leaving no piles of loose silage overnight. However, the critical mitigation step is to feed sufficient silage from the exposed silage face during feedout to stay ahead of the growth of mold, yeast, and their associated surface spoilage.
Stay ahead of the spoilage
Feedout speed of a pile is a huge factor in determining the extent of silage spoilage in a pile and is a function of the face area and amount of silage fed per day. While the latter is largely driven by the number of cows fed the silage, making it difficult to simply feed more or less silage in real time, face area can easily be controlled at pile building. So, the question is: How can a silage pile be created with a face area that will result in a desired feedout speed?
The area of the pile face at feedout is a function of controllable, known factors. These include the width of the pile at grade, the angle of the sloped sides of the pile, and the width of the top of the pile, which is generally a function of the width of the packing tractor. The amount of silage dry matter (DM) fed out daily during the time that the face is between the fill and butt ends of the pile (the main part of the pile) can be estimated based upon these known factors.
Spreadsheet help
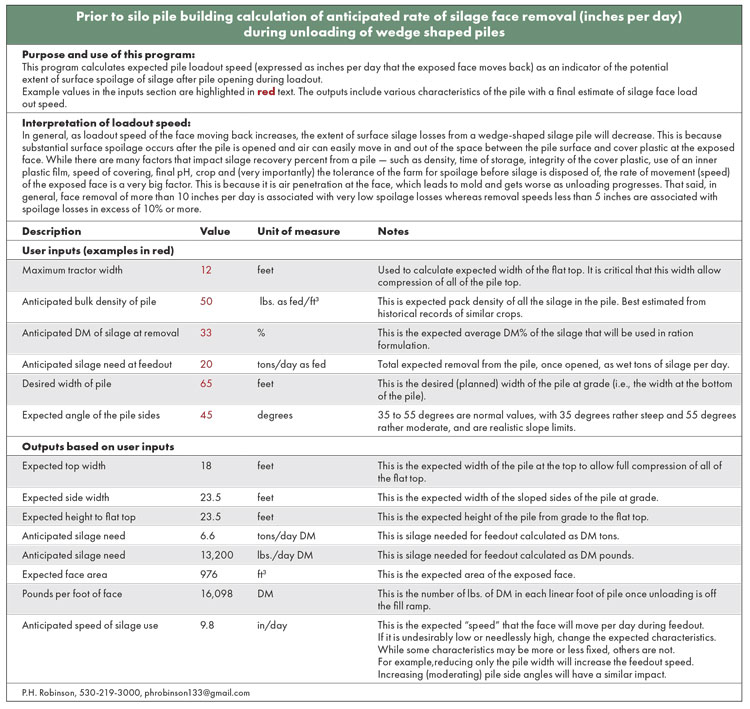
To facilitate this calculation, a spreadsheet was created to estimate feedout speed from known or anticipated measurements available at the time of pile building. These values can be entered into the spreadsheet (see example) and used to calculate the anticipated feedout speed of the pile after opening when loadout is in the main mass of the pile. This spreadsheet is available by request from the author (email address in author’s bio).
The ideal or safe target feedout speed to avoid spoilage varies among and within crops, so exact numbers for the speed required to avoid mold and yeast growth with its associated spoilage and shrink are not possible. However, as a general rule, feed removals of less than 5 inches per day from the face suggest that mold, yeast, and shrink troubles are likely to occur while values of over 10 inches per day will generally be safe.
This article appeared in the April-May 2023 issue of Hay & Forage Grower on pages 26-27.
Not a subscriber? Click to get the print magazine.

